

LZQ-80/100全自動金相試樣切割機
本型(xíng)切割機是由(yóu)機身(shēn)、電控箱、切割室、電機、冷卻係(xì)統、切割砂(shā)輪片等部件組成。本切割機不但可以切割直徑為80mm/100mm(管件)以內(nèi)的圓形工件,還可以(yǐ)切(qiē)割高80mm、深200mm以內的長方形試樣。
聯係(xì)我們
電話(微信): 18661497785
Email: comfortest@163.com
概(gài)述
本型切(qiē)割機是由機身、電控箱、切割室、電機、冷卻係統、切割砂輪片等部件(jiàn)組成。本切割(gē)機不但可以切割直徑為80mm/100mm(管件)以內的圓形工件,還可以切割高80mm、深200mm以內的長(zhǎng)方形試樣。該機通過(guò)冷卻係統對試樣進行冷卻,以防止試樣在切割過程中過熱而燒壞組織。本機還可(kě)以因切割不同(tóng)的試樣而對切割速度進行設定(dìng),從而提高了切割試樣的質量。該機分手動切割和(hé)自動切割。大容積的切割(gē)室,更便於切割者使用,是大專院校、工廠企(qǐ)業金相試驗(yàn)的(de)製樣設備之一。
技(jì)術指標
|
1、鋼殼體 |
8、封閉式切(qiē)割 |
|
2、超大切割室 |
9、取樣結束切割刀自動複位功能 |
|
3、手動/自動雙重切割方式(shì) |
10、切割(gē)前可預調進刀速度 |
|
4、屏顯(xiǎn)式控製係統,直接選(xuǎn)擇切割速度(dù) |
11、主機、冷卻係統一體式(shì) |
|
5、自動2通道冷卻係統,避免試樣塊(kuài)燒 |
12、工作台Y向移動行程200mm |
|
6、實時跟(gēn)蹤(zōng)顯(xiǎn)示進刀深度(液晶數顯) |
13、進(jìn)刀行程任意設定(dìng)(0-135mm) |
|
7、模式化編程更適合批量切割取(qǔ)樣 |
|
|
技術規格 |
|
|
切割室外殼 |
鋼板 |
|
最大切割直徑 |
80mm/100mm(管材)(用戶可根據自己功能(néng)需求選擇適合的配置) |
|
進刀深度跟蹤 |
液晶數顯 |
|
切割台尺(chǐ)寸 |
280X310mm |
|
切割片規格 |
300X2.5X32mm/350X2.5X32mm |
|
夾持台規格 |
快速夾具 |
|
切割方式 |
手動/自動(dòng) |
|
送給方式 |
任意調節(手,自兩用(yòng)) |
|
切割速度 |
0-3mm/s,自動切割方式可以選擇:間歇式切割(金屬工件)、連續切(qiē)割(非金屬工(gōng)件)、前進(jìn)後退(tuì)式切割 |
|
進刀距離 |
任意設定(0-135mm) |
|
複位方式 |
自(zì)動複位 |
|
冷卻係統(tǒng) |
自動(dòng)(水冷通道(dào)) |
|
水箱容(róng)量 |
60L |
|
主軸轉速 |
2100r/min |
|
電機功率 |
2.2KW |
|
機台形式 |
台式 |
|
外形尺寸 |
950×880×1500mm |
|
電源 |
380V 、50Hz AC3相,需(xū)客戶使用25A以上空開,不得使用民用插頭。 |
|
重量 |
260KG/280KG |
|
標準配置 |
|
|
主機 |
一台 |
|
冷卻係統 |
一套 |
|
隨機工具 |
一套 |
|
推進夾具(jù) |
一套 |
|
金相專用(yòng)切割片 |
一片 |
|
技術文件 |
說明書一份、合格證一份、保修卡一份 |
|
其他 |
|
|
特(tè)殊(shū)工件可定做:圓盤夾具、齒條夾具、萬能夾(jiá)具 |
|
實(shí)際配(pèi)置(zhì)以定製要(yào)求為準。
安裝機(jī)器
1. 去除設備底腳螺栓,將本機平置於穩固(gù)的工作平麵上並墊(diàn)上橡膠板(bǎn)。
2. 裝好進水管,出水管應低於(yú)機體進水口,以免排水不暢。
3. 連接好水泵與主機的連接線。
4. 檢(jiǎn)查電源線,插頭接(jiē)插件等(děng)電氣原件是否完好,再接上電源,啟動電動機,砂輪片轉(zhuǎn)動方(fāng)向應與機器上標注的方向標記(jì)一致。
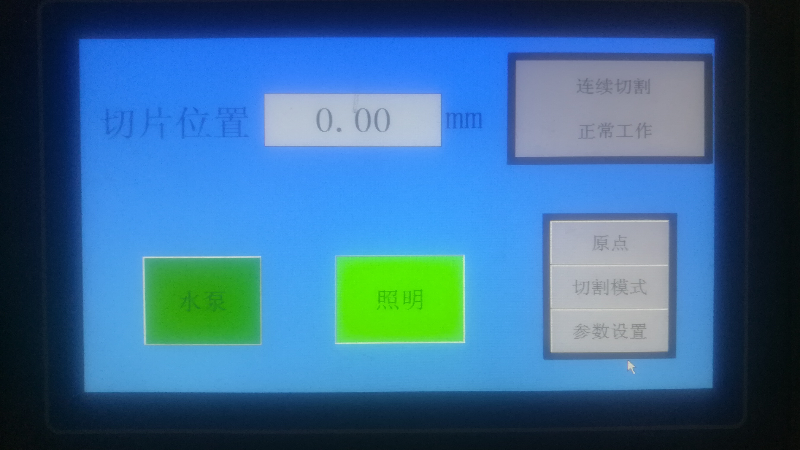
5. 本機(jī)的(de)主要操作功能鍵與界麵
(1) 啟動(綠色鍵。自動切割模式,工件加緊後,進行自(zì)動切(qiē)割。)
(2) 停止(紅色鍵(jiàn)。在停止模式(shì)下,前進後退鍵方可使(shǐ)用)
(3) 前進(向(xiàng)上箭頭(tóu)鍵。在自動切割模式下,此鍵自鎖:手動切割模式下(xià),此鍵不自鎖)
(4) 後退(向(xiàng)下箭頭鍵。在自動切割模(mó)式下,此鍵(jiàn)自鎖:手動切割模式下,此鍵不自(zì)鎖)
(5) 水泵鍵。自動工作過程中,無需按動,水冷卻自動運行(háng)。僅(jǐn)在清理切割室時,可操作啟動(dòng)。
(6) 照明鍵。工作過程中可點亮照明(míng)切割室。
(7) 原點(diǎn)(自動切割前,y位置(zhì)歸零,切片從此點開始運行設定的切割距離。)
(8) 切(qiē)割模式(根據工件(jiàn)材質跟大小選用不同(tóng)切割模式,黑色金屬不能選擇:連續(xù)切割。壁厚不超(chāo)過(guò)2mm的管子與非金屬材質可選:連續切割模式。)
(9) 急停鍵。無論手動或自動運行中(zhōng),可任何時(shí)候按下,設備(bèi)均會緊急(jí)停止。

顯示屏說明:
|
|
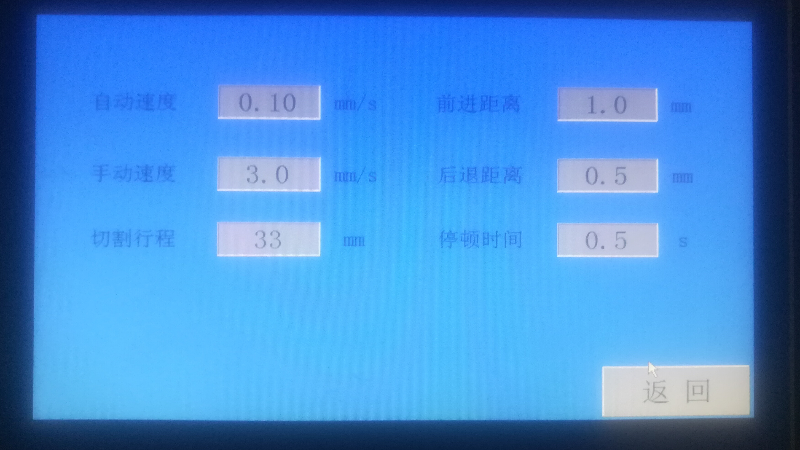
(2)前進距(jù)離:自動模式下(前進後退式、間歇式、連續式),每秒前進距離。
(3)手動速度:手(shǒu)動模式下,按動上下箭頭鍵,切片每(měi)秒前進後退速度,包(bāo)括自動停止時退回原點的速度。
(4)後退距離:自動模式下(前(qián)進後退式、間歇式、連續式),每秒後退距(jù)離。
(5)切割行程:自動模(mó)式(shì)下,切割工件的尺(chǐ)寸。
(6)停頓時間:在間歇式切割模式下,停頓時間。
切割模式說明:
本機共有4中切割模式:前(qián)進後退式、間歇式(shì)、連續式、手動模式
前進後退(tuì)式、間歇式、連(lián)續式屬於自動切割模式。(黑色金屬工件不得使用連續切割模式)
1. 前進後退式:此模式主(zhǔ)要切割金屬,硬度較高的工件
2. 間歇式:此模式主要切割金屬,硬度不高的工件
3. 連續式(shì):此模(mó)式主要切(qiē)割非金屬工(gōng)件與薄壁金屬管。
4. 手動切割:此模式(shì)應用於應急快速切割工件。(自(zì)動切割模式,切斷工件時間(jiān)較長)
切割材料範圍
1、切割範圍:
A、 Φ80管料,壁厚6mm
B、 棒(bàng)料:直(zhí)徑≤φ80mm,硬度:≤HRC30度,材質:鐵基金屬
直徑≤φ60mm, 硬度:≤HRC60度,材(cái)質:鐵基金屬
C、 80mm×80mm角鋼
D、 80mm槽鋼
2、切割不同材(cái)料請選用與之對應的切割鋸(jù)片。
使用(yòng)方法之一
自動切(qiē)割試樣
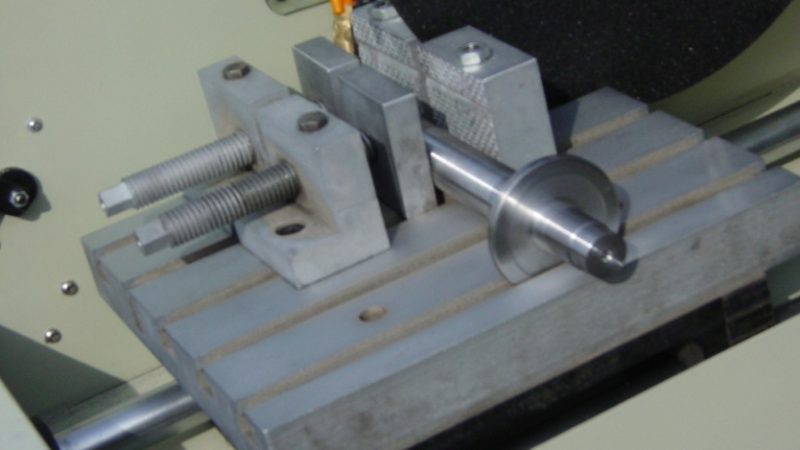
1、 將工(gōng)件固定在切割室中的鉗口中,夾緊試樣。工件直徑過大時(shí)可鬆開“L”型鉗口的緊固螺釘,用手推緊“L”型鉗(qián)口,夾緊工件(jiàn),緊固上螺帽。
2、 選擇自(zì)動切割速度,按“自動速(sù)度設定”按鈕,直接(jiē)寫(xiě)入數字速度。黑色金屬工件(非管件)不(bú)得超過0.1mm/s。
3、 按“切割模式”按鈕,按為:前進後退式、間歇式(shì)、連(lián)續式,選三者其一。
4、 轉動切割室的手輪,將砂輪片靠近(jìn)試樣(yàng),但不要讓砂(shā)輪(lún)片接觸到工件。
5、 按綠色“啟(qǐ)動”按鈕,電動機啟動,此(cǐ)時將對試樣進(jìn)行自(zì)動切割。冷卻係(xì)統自動(dòng)啟動,對試樣進行冷卻。
6、 切(qiē)割試樣完畢,切(qiē)割電動機停(tíng)止切割。此(cǐ)時,步進電動機啟動,進行自動退回到,啟動(dòng)位置。
使用方法之二
手動切割試樣
1、 接通電源。
2、 按“切割(gē)模式(shì)”鍵,選為“手動”狀態。
3、 按“方(fāng)法之二”的第一條規定固定好試樣。
4、 按“啟動(dòng)”鍵,使切割機啟動。自(zì)啟動冷卻係統。
5、 旋轉右側手輪,用手動進刀進行切割。
6、 切割(gē)完畢後,旋轉(zhuǎn)左側手輪,將切割砂輪片退回到起始位置。
維護及安全技術
1、 本機電器要用三相四線插頭,插座中的地線標誌必須接(jiē)地。
2、 進/排水(shuǐ)管要求(qiú)通暢,但不能漏(lòu)水,切削液投入水箱後,每十五天全部更換新的(de)並清理幹淨水箱,以防殘渣(zhā)堵塞水嘴。
3、 每次操作完畢,應及時做好清潔保(bǎo)養工作,使用配置的長(zhǎng)柄刷(shuā)子清(qīng)理切割室的殘渣,使用短柄刷子(zǐ)給切割室和電機(jī)室的拖動絲杠、虎(hǔ)鉗絲杠和導向軸注油潤滑(huá)一次刷上防鏽油。
4、 當發現機器(qì)有異常聲音時,應立即停機進行檢查(chá)。
5、 每次下(xià)班前,清理完畢切割室後,不得關閉切割(gē)室艙門。
6、 必須安(ān)裝可靠的接地線並在設備下墊(diàn)上橡膠板。
7、 係統不用(yòng)時,請關閉總電源。
注意:A、裝夾(jiá)工件時(shí)必須(xū)按下急停(tíng)鍵。
B、必須有安(ān)全接地線。
C、切割試樣時,操作者不準離開切割機,如發現異常,立即停機(jī)。
變荷)")

數顯自動轉塔維氏(shì)硬度(dù)計加圖像處理係統")
動顯微維氏硬度")
觸摸屏數顯布氏硬度計(jì) --配圖像處理係統")
動布氏硬度計")
數(shù)顯布洛維硬度計 -砝碼加荷")
布氏硬度計")
